实验室吹膜机的工作原理是什么?
所属分类:常见问题
点击次数:18
添加时间:2026-06-08
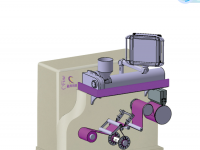
一、核心结构对应原理
料斗→螺杆挤出系统→环形模头→风环冷却→人字架牵引→收卷机构
二、分步工作原理
1. 熔融塑化阶段(挤出主机)
颗粒原料(PE、PE+SBR 共混粒料)倒入料斗,靠自重进入机筒。
机筒外部多段加热圈升温,把塑料加热至熔融流动状态。
变频电机带动螺杆旋转:
螺杆螺纹推动物料向前输送;
螺纹压缩、剪切物料,把 SBR 橡胶与 PE 充分混合、均匀塑化;
建立熔体压力,让熔融料稳定向前推送。
熔融塑料经过滤网板过滤,滤掉杂质、未分散胶团,避免薄膜破洞、晶点。
2. 模头挤出、形成管坯
熔融塑料持续从环形模头的圆环缝隙均匀挤出,形成一根空心塑料圆管(管状料坯)。
模头保证出料四周厚薄一致,是薄膜均匀度关键。
3. 压缩空气吹胀成型(吹膜核心步骤)
模头中心有进气孔,通入低压稳定压缩空气,刚挤出的高温软塑料管坯被内部气压撑开、向外膨胀,形成中空圆柱膜泡。
充气量大小决定吹胀比,直接控制薄膜宽度;
气压稳定才能保证膜泡不抖动、厚薄均匀。
4. 风环风冷定型
模头上方装有环形冷风风环,风机持续送出低温空气,均匀包裹膜泡外壁,快速冷却熔融塑料:
高温胶料遇冷快速固化定型,薄膜具备稳定强度;
SBR 改性料粘性大,大风量风冷可防止膜泡粘连;
冷却快慢直接影响薄膜透明度、拉伸韧性。
5. 人字架牵引展平
冷却后的圆柱膜泡向上移动,经过人字夹板(人字架),圆形膜泡被挤压对折成双层平膜。
牵引辊持续向上匀速拉动膜泡,牵引速度和螺杆出料速度配合,控制薄膜厚度:
牵引越快 → 薄膜越薄;
牵引越慢 → 薄膜越厚。
6. 张力收卷成型
对折后的双层薄膜经过导向辊、张力调节机构,最后由收卷电机匀速卷成膜卷,得到成品薄膜试样。
料斗→螺杆挤出系统→环形模头→风环冷却→人字架牵引→收卷机构
二、分步工作原理
1. 熔融塑化阶段(挤出主机)
颗粒原料(PE、PE+SBR 共混粒料)倒入料斗,靠自重进入机筒。
机筒外部多段加热圈升温,把塑料加热至熔融流动状态。
变频电机带动螺杆旋转:
螺杆螺纹推动物料向前输送;
螺纹压缩、剪切物料,把 SBR 橡胶与 PE 充分混合、均匀塑化;
建立熔体压力,让熔融料稳定向前推送。
熔融塑料经过滤网板过滤,滤掉杂质、未分散胶团,避免薄膜破洞、晶点。
2. 模头挤出、形成管坯
熔融塑料持续从环形模头的圆环缝隙均匀挤出,形成一根空心塑料圆管(管状料坯)。
模头保证出料四周厚薄一致,是薄膜均匀度关键。
3. 压缩空气吹胀成型(吹膜核心步骤)
模头中心有进气孔,通入低压稳定压缩空气,刚挤出的高温软塑料管坯被内部气压撑开、向外膨胀,形成中空圆柱膜泡。
充气量大小决定吹胀比,直接控制薄膜宽度;
气压稳定才能保证膜泡不抖动、厚薄均匀。
4. 风环风冷定型
模头上方装有环形冷风风环,风机持续送出低温空气,均匀包裹膜泡外壁,快速冷却熔融塑料:
高温胶料遇冷快速固化定型,薄膜具备稳定强度;
SBR 改性料粘性大,大风量风冷可防止膜泡粘连;
冷却快慢直接影响薄膜透明度、拉伸韧性。
5. 人字架牵引展平
冷却后的圆柱膜泡向上移动,经过人字夹板(人字架),圆形膜泡被挤压对折成双层平膜。
牵引辊持续向上匀速拉动膜泡,牵引速度和螺杆出料速度配合,控制薄膜厚度:
牵引越快 → 薄膜越薄;
牵引越慢 → 薄膜越厚。
6. 张力收卷成型
对折后的双层薄膜经过导向辊、张力调节机构,最后由收卷电机匀速卷成膜卷,得到成品薄膜试样。